
Ống nhựa HDPE có nhiều ưu điểm vượt trội nên được sử dụng phổ biến trong các công trình xây dựng. Tuy nhiên, bạn cần nắm rõ kỹ thuật hàn nối ống HDPE để đảm bảo an toàn trong quá trình thi công, lắp đặt. Ngay sau đây, bài viết sẽ giúp bạn tìm hiểu các thông số kỹ thuật cần thiết và quy trình hàn nối ống một cách chi tiết nhất.
Mục lục
Quy định và thông số kỹ thuật cần lưu ý

Để quá trình hàn nối ống HDPE diễn ra an toàn và hiệu quả, bạn đọc cần nắm được các quy định, thông số kỹ thuật cần lưu ý trong khi tiến hành hàn ống được để cập sau đây:
- Để hàn các loại ống PE, PP, HDPE có đường kính từ 63 mm đến 450mm cần sử dụng máy hàn ống nhựa thủy lực.
- Khi trời mưa hay khu vực làm việc ẩm ướt, có chất gây cháy nổ thì bạn không nên sử dụng máy hàn.
- Bề mặt đĩa nhiệt rất dễ bị xước lớp sơn chống dính nên bạn cần vệ sinh bằng vải mềm.
- Để đảm bảo chất lượng mối hàn, bạn cần vệ sinh ống cũng như khu vực hàn trước khi tiến hành hàn.
- Đảm bảo nguồn điện cung cấp ở mức 220V±10%, 50Hz. Và đối với các loại máy khác nhau sẽ có công suất riêng với nguồn điện phù hợp.
- Mỗi loại máy sẽ có dung tích thùng dầu, chủng loại dầu và áp suất khác nhau. Bạn cần kiểm tra để đổ dầu phù hợp.
- Bạn cần đảm bảo máy có đủ dầu làm việc với mức dầu ⅔ bình dầu nên trước khi bạn tiến hành sử dụng máy bạn cần đổ dầu thủy lực vào.
- Bạn không được đụng vào mặt đĩa nhiệt vì nhiệt độ đĩa nhiệt có thể lên đến 270 độ C.
- Khi kiểm tra lưỡi dao và khi tiến hành di chuyển đĩa nhiệt bạn cần mang găng tay bảo hộ.
- Để đảm bảo an toàn trong khi sử dụng máy thì người dùng máy cần có chuyên môn và đã được hướng dẫn từ trước.
Quy trình hàn nối ống HDPE chi tiết
Công đoạn chuẩn bị
Trước khi hàn nối ống HDPE cần chuẩn bị:
- Cần kiểm tra trước đường kính, bề dày của ống hàn. Dựa vào đường kính ông bạn chuẩn bị đồ gá phù hợp.
- Bề mặt đĩa nhiệt và bề mặt ống hàn cần được làm sạch
- Kết nối các thiết bị gá ống, hệ thống thủy lực, đĩa nhiệt.
- Dựa vào bề dày, kích cỡ ống để cài đặt nhiệt độ và thời gian hợp lý.
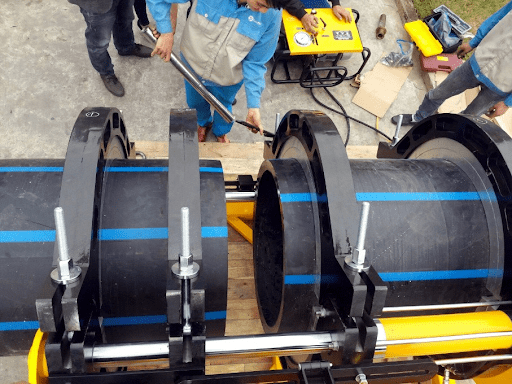
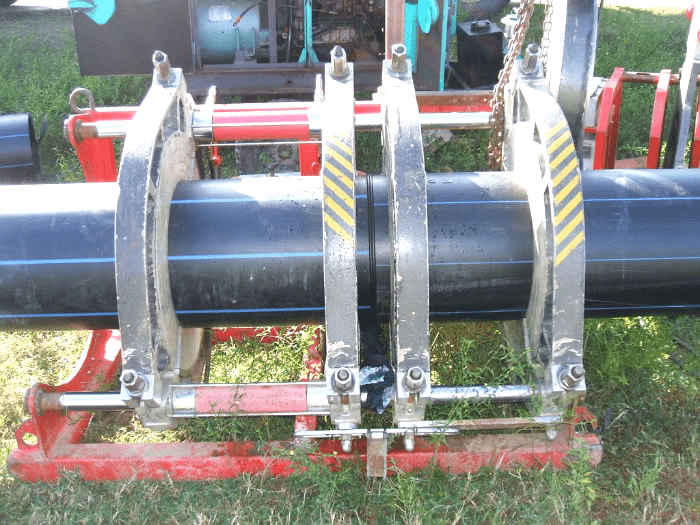
Tiến hành tiện đầu ống và hàn ống:

– Tiến hành đưa ống vào thiết bị gá. Lưu ý: phần ống bên ngoài được giữ thẳng và đồng tâm với ống bên trong, sau đó siết ốc vít giữ ống.
– Van điều chỉnh áp suất cần mở tại vị trí thấp nhất, khoá chặt van tay gạt rồi đẩy và giữ cần van đóng mở về phía trước. Chỉnh van điều chỉnh áp suất cho tới khi xilanh bắt đầu chuyển động.
– Để van sang vị trí đóng và điều chỉnh áp suất ở mức mức P1+Po.
– Tiếp tục gạt van sang vị trí mở, chỉnh van tay gạt ngược chiều kim đồng hồ. Di chuyển đĩa vát vào giữa 2 đầu ống hàn và mở công tắc hoạt động.
– Gạt van sang vị trí đóng, vặn van tay gạt theo chiều kim đồng hồ tới khi xilanh di chuyển và ống bắt đầu được tiện bằng.
– Đưa cần van thuỷ lực vào giữa, đến khi ống đã được tiện phẳng đầu thì gạt van sang vị trí mở, tắt đĩa tiện và di chuyển đĩa tiện về vị trí đồ gá đồng thời vặn van tay gạt theo chiều kim đồng hồ tới khi đóng hết.
– Gạt van sang vị trí đóng để kiểm tra độ lệch của 2 đầu ống. Cân chỉnh độ lệch bằng cách siết chặt hoặc nới lỏng các bulông kẹp chặt. Nếu độ lệch quá 10% thì phải căn chỉnh và vát ống.
– Đĩa nhiệt đạt nhiệt độ cần thiết thì di chuyển vào giữa 2 đầu ống cần hàn. Gạt van thuỷ lực đóng hệ thống kẹp để tiến hành gia nhiệt ống cho đến hết thời gian gia nhiệt có áp t1, vặn van tay gạt ngược chiều kim đồng hồ đến mức P2+Po và để như vậy cho đến hết thời gian gia nhiệt tăng cường t2.
– Chuyển van sang vị trí mở và di chuyển đĩa nhiệt ra khỏi vị trí hàn và đặt trở lại đồ gá, nhanh tay đẩy van đóng mở về vị trí đóng để hàn ống, chỉnh van tay gạt theo chiều kim đồng hồ cho đến hết để tăng áp suất trở lại mức P1+Po. Tổng thời gian dành cho quá trình này là t3.
– Van đóng mở ở vị trí đóng cho đến hết thời gian t4 , sau đó gạt cần van đóng mở về vị trí giữa để bắt đầu thời gian làm nguội t5.
– Gạt van tay gạt theo chiều ngược kim đồng hồ xả hết áp của hệ thống, tháo các má kẹp ống ra và di chuyển ống đã hàn ra khỏi máy hàn. Quá trình hàn kết thúc.
Bài viết đã đưa thông tin một cách chi tiết nhất về những quy định, thông số kỹ thuật và một số lưu ý khi hàn nối ống HDPE. Nếu cần thêm thông tin về các loại ống nhựa hay cách lắp đặt… đừng ngại ngần liên hệ ngay cho Super Trường Phát để được tư vấn cụ thể hơn bạn nhé! Super Trường Phát luôn tự hào đem đến các sản phẩm chất lượng với mức giá vô cùng cạnh tranh.
[porto_block id=”1967″ name=”lien-he”]


